


01 හයිඩ්රොලික් සිලින්ඩරයේ සංයුතිය
හයිඩ්රොලික් සිලින්ඩරය යනු හයිඩ්රොලික් ක්රියාකාරකයක් වන අතර එය හයිඩ්රොලික් ශක්තිය යාන්ත්රික ශක්තිය බවට පරිවර්තනය කරන අතර රේඛීය ප්රත්යාවර්ත චලිතය (හෝ පැද්දීම) සිදු කරයි.එය සරල ව්යුහයක් සහ විශ්වසනීය මෙහෙයුමක් ඇත.එය ප්රත්යාවර්ත චලිතය අවබෝධ කර ගැනීම සඳහා භාවිතා කරන විට, deceleration උපාංගය ඉවත් කළ හැකි අතර, සම්ප්රේෂණ පරතරය නොමැති අතර, චලනය ස්ථායී වේ, එබැවින් එය විවිධ යාන්ත්රික හයිඩ්රොලික් පද්ධතිවල බහුලව භාවිතා වේ.හයිඩ්රොලික් සිලින්ඩරයේ ප්රතිදාන බලය පිස්ටනයේ ඵලදායි ප්රදේශයට සමානුපාතික වන අතර දෙපස පීඩන වෙනසට සමානුපාතික වේ.
හයිඩ්රොලික් සිලින්ඩර සාමාන්යයෙන් සමන්විත වන්නේ පසුපස කෙළවර ආවරණය, සිලින්ඩර් බැරලය, පිස්ටන් සැරයටිය, පිස්ටන් එකලස් කිරීම සහ ඉදිරිපස කවරය වැනි ප්රධාන කොටස් වලින්;පිස්ටන් සැරයටිය, පිස්ටන් සහ සිලින්ඩර් බැරලය, පිස්ටන් සැරයටිය සහ ඉදිරිපස කවරය අතර මුද්රා තැබීමේ උපකරණයක් ඇති අතර ඉදිරිපස කවරයෙන් පිටත දූවිලි ආරක්ෂිත උපාංගයක් ස්ථාපනය කර ඇත;පිස්ටනය ආඝාත අන්තයට ඉක්මනින් ආපසු පැමිණෙන විට සිලින්ඩර ආවරණයට පහර දීම වැළැක්වීම සඳහා, හයිඩ්රොලික් සිලින්ඩර අවසානය අවසානයේ බෆර උපාංගයක් ද ඇත;සමහර විට පිටාර උපකරණයක් ද අවශ්ය වේ.
02 සිලින්ඩර එකලස් කිරීම
සිලින්ඩර එකලස් කිරීම සහ පිස්ටන් එකලස් කිරීම මගින් සාදන ලද මුද්රා තැබූ කුහරය තෙල් පීඩනයට ලක් වේ.එබැවින්, සිලින්ඩර එකලස් කිරීම ප්රමාණවත් ශක්තියක්, ඉහළ මතුපිට නිරවද්යතාවක් සහ විශ්වසනීය මුද්රා තැබීමක් තිබිය යුතුය.සිලින්ඩරයේ සම්බන්ධතා ආකෘතිය සහ අවසාන කවරය:
(1) ෆ්ලැන්ජ් සම්බන්ධතාවයට සරල ව්යුහයක්, පහසු සැකසුම් සහ විශ්වාසනීය සම්බන්ධතාවයක් ඇත, නමුත් එයට බෝල්ට් හෝ ඉස්කුරුප්පු ඇණ සවි කිරීම සඳහා සිලින්ඩරයේ අවසානයේ ප්රමාණවත් බිත්ති ඝණත්වයක් අවශ්ය වේ.එය බහුලව භාවිතා වන සම්බන්ධතා ආකෘතියකි.
(2) අර්ධ-මුදු සම්බන්ධතාවය සම්බන්ධතා ආකාර දෙකකට බෙදා ඇත: පිටත අර්ධ-මුදු සම්බන්ධතාවය සහ අභ්යන්තර අර්ධ-මුදු සම්බන්ධතාවය.අර්ධ-මුදු සම්බන්ධතාවය හොඳ නිෂ්පාදන හැකියාවක්, විශ්වසනීය සම්බන්ධතාවයක් සහ සංයුක්ත ව්යුහයක් ඇත, නමුත් සිලින්ඩරයේ ශක්තිය දුර්වල කරයි.අර්ධ-වළලු සම්බන්ධය ඉතා සුලභ වන අතර, එය බොහෝ විට බාධාවකින් තොරව වානේ පයිප්ප සිලින්ඩරය සහ අවසන් කවරය අතර සම්බන්ධය තුළ භාවිතා වේ.
(3) නූල් සම්බන්ධතාවය, කුඩා ප්රමාණය, සැහැල්ලු සහ සංයුක්ත ව්යුහය මගින් සංලක්ෂිත බාහිරව නූල් සම්බන්ධතා සහ අභ්යන්තර නූල් සම්බන්ධතා වර්ග දෙකක් ඇත, නමුත් සිලින්ඩරයේ කෙළවරේ ව්යුහය සංකීර්ණ වේ.මෙම ආකාරයේ සම්බන්ධතාවය සාමාන්යයෙන් කුඩා මානයන් සහ සැහැල්ලු අවස්ථාවන් අවශ්ය වේ.
(4) ටයි-රොඩ් සම්බන්ධතාවයට සරල ව්යුහයක්, හොඳ නිෂ්පාදන හැකියාවක් සහ ශක්තිමත් බහුකාර්යතාවක් ඇත, නමුත් අවසාන තොප්පියේ පරිමාව සහ බර විශාල වන අතර, ආතතියට පත්වීමෙන් පසු ඇදගෙන ගොස් දිගු වන අතර එය බලපෑමට බලපායි. .එය කුඩා දිගකින් යුත් මධ්යම සහ අඩු පීඩන හයිඩ්රොලික් සිලින්ඩර සඳහා පමණක් සුදුසු වේ.
(5) වෙල්ඩින් සම්බන්ධතාවය, ඉහළ ශක්තිය සහ සරල නිෂ්පාදනය, නමුත් වෑල්ඩින් තුළ සිලින්ඩර විකෘතියක් ඇති කිරීම පහසුය.
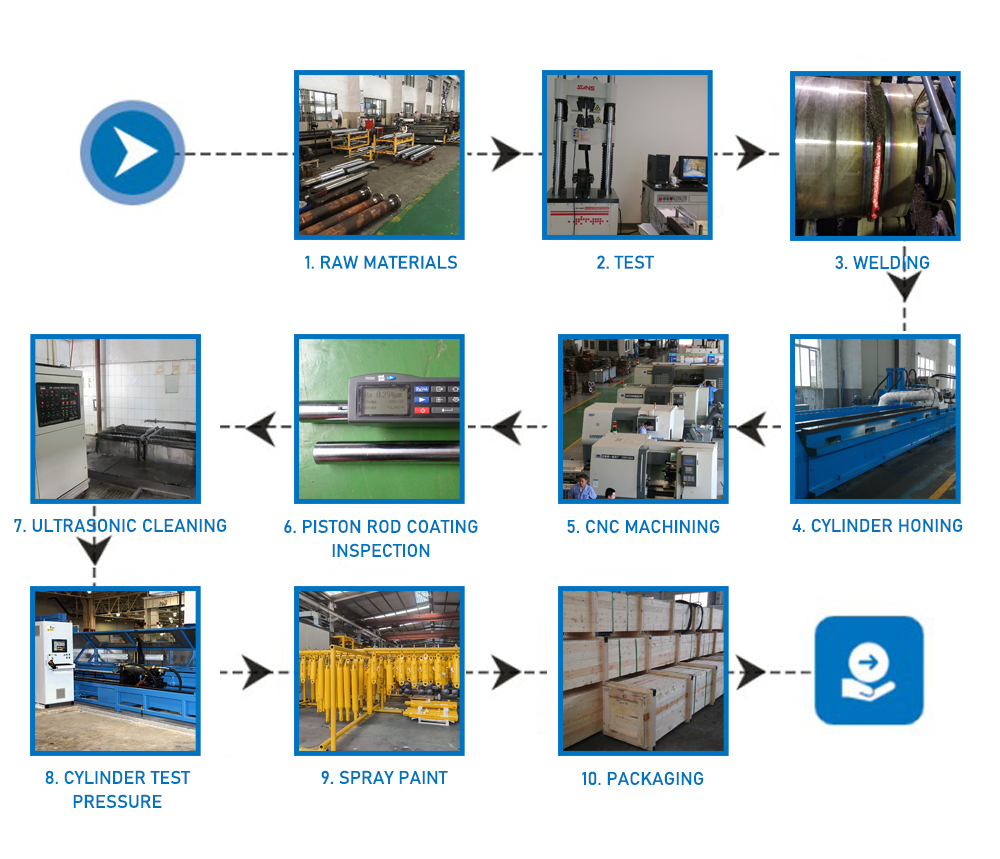
සිලින්ඩර බැරලය හයිඩ්රොලික් සිලින්ඩරයේ ප්රධාන ශරීරය වන අතර එහි අභ්යන්තර කුහරය සාමාන්යයෙන් නිපදවනු ලබන්නේ කම්මැලි, රීමිං, රෝල් කිරීම හෝ ඔප දැමීම වැනි නිරවද්ය යන්ත්රෝපකරණ ක්රියාවලීන් මගිනි.මුද්රා තැබීමේ බලපෑම සහතික කිරීම සහ ඇඳීම අඩු කිරීම සඳහා ලිස්සා යාම;සිලින්ඩරය විශාල හයිඩ්රොලික් පීඩනයක් දැරිය යුතුය, එබැවින් එයට ප්රමාණවත් ශක්තියක් සහ දෘඩතාවයක් තිබිය යුතුය.අවසාන තොප්පි සිලින්ඩරයේ දෙපස ස්ථාපනය කර ඇති අතර සිලින්ඩරය සමඟ සංවෘත තෙල් කුටියක් සාදයි, එය විශාල හයිඩ්රොලික් පීඩනයක් දරයි.එබැවින්, අවසන් ආවරණ සහ ඒවායේ සම්බන්ධක කොටස් ප්රමාණවත් ශක්තියක් තිබිය යුතුය.සැලසුම් කිරීමේදී, ශක්තිය සලකා බැලීම සහ වඩා හොඳ නිෂ්පාදනයක් සහිත ව්යුහාත්මක ආකෘතියක් තෝරා ගැනීම අවශ්ය වේ.
03 පිස්ටන් එකලස් කිරීම
පිස්ටන් එකලස් කිරීම පිස්ටන්, පිස්ටන් සැරයටිය සහ සම්බන්ධක කොටස් වලින් සමන්විත වේ.හයිඩ්රොලික් සිලින්ඩරයේ වැඩ පීඩනය, ස්ථාපන ක්රමය සහ සේවා කොන්දේසි අනුව පිස්ටන් එකලස් කිරීම විවිධ ව්යුහාත්මක ආකාර ඇත.පිස්ටන් සහ පිස්ටන් සැරයටිය අතර බහුලව භාවිතා වන සම්බන්ධතාවය නූල් සම්බන්ධතාවයක් සහ අර්ධ-මුදු සම්බන්ධතාවයකි.මීට අමතරව, සමෝධානික ව්යුහයන්, වෑල්ඩින් ව්යුහයන් සහ ටේපර් පින් ව්යුහයන් ඇත.නූල් සම්බන්ධතාවය ව්යුහයෙන් සරල වන අතර එකලස් කිරීමට සහ විසුරුවා හැරීමට පහසුය, නමුත් සාමාන්යයෙන් නට් ප්රති-ලිහිල් කිරීමේ උපාංගයක් අවශ්ය වේ;අර්ධ-මුදු සම්බන්ධතාවයට ඉහළ සම්බන්ධතා ශක්තියක් ඇත, නමුත් ව්යුහය සංකීර්ණ වන අතර එකලස් කිරීමට සහ විසුරුවා හැරීමට අපහසු වේ.අර්ධ-වළලු සම්බන්ධතාව වැඩි වශයෙන් භාවිතා වන්නේ අධි පීඩන සහ අධික කම්පන සහිත අවස්ථාවන්හිදීය.
පසු කාලය: නොවැම්බර්-21-2022